联系我们
江苏巨华防腐科技有限公司
地址:靖江市生祠镇新丰金秋竹路18号
联系人:庄威
手机:13739105008
电话:0523-84331178
传真:0523-84331769
网址:www.jsjuhua.com
- 中国核电工程有限公司氢氟酸设备PFA喷涂防腐
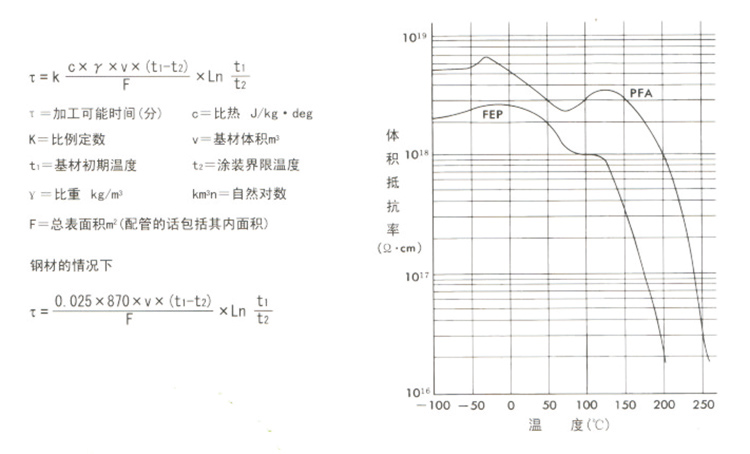
概述:因此Neflon粉体涂料的推荐施加电压为20—50kv.另外,涂装时基材预热后的表面温度对涂装也有很大的影响。对于表面温度,FEP系列在200度以下,PFA系列在250°C以下时涂膜的体积电阻率会升高、电荷的积蓄会引发静电排斥, 使粉体难以附若于基材...
通常,对粉体施加电压越高,粉体与基材的附着力就越强,但是也更容易引起静电排斥,因此施加过高电压在实际操作上并不是个好办法.
因此Neflon粉体涂料的推荐施加电压为20—50kv.另外,涂装时基材预热后的表面温度对涂装也有很大的影响。对于表面温度,FEP系列在200度以下,PFA系列在250°C以下时涂膜的体积电阻率会升高、电荷的积蓄会引发静电排斥, 使粉体难以附若于基材、因而无法涂厚涂膜.
另外,如果出现静电排斥,就很可能导致针孔,发泡等现象,需加以注意,预热基材的冷却速度,根据基材的热容量 (相同材质的情况下,根据基材厚度)与表面积大小而变化、冷却速度(加工可能时间)
其他方法
对于管道内面等场合的涂装加工,可通过充填法、旋转滚涂法(Roto Coating)等进行涂装.无论采用哪种加工方法、涂装、烧结的工艺与通常的加工步骤一样。
加热罐体后将粉体填充至内部、熔融的粉体附若于基材,然后去除多余粉体,烧结堆体使其平成膜.
修补
涂膜的修补可使用树脂焊接用的热风发生器(可加温度350度以上)、来熔若缺陷部分或者使用Neflon FEP PFA的焊接条进行焊接修补.对于大面积缺陷的修补.可通过Neflon薄膜进行,但需要注意的是,修补处的强度会有所下降. 另外,需要黑色焊接条的馅况下,可在铝板上撤上NeflonNC-lS39 (FEP)、NeoflonAC-SS39 (PFA)粉体涂料 l~2mm左右,在350~360°C下烧结1小时后可做成厚膜、将其切细后可做成焊接条.厚膜不容易从铝板上取下的时 候,可以在热水中浸泡1?2小时或者放置2~3天后就可容易剥离.焊接时,请先确认没有水分吸附其表面后再使用.
涂膜检查(针孔测试)
使用直流高电压针孔测试仪(Jis K6766上有记载的设备)进行检査,检査一般在树脂的破坏电压(10kv/100um) 以下进行,通常的使用电压为5~7kv.
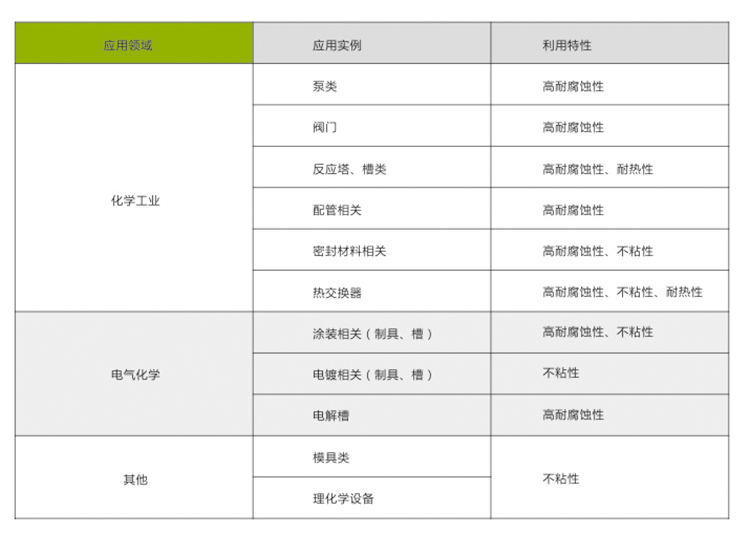
用途
Neoflon粉体涂料的主要用途如下所示
- 上一篇:特氟龙特性
- 下一篇:防腐蚀PFA性能简介